���g�I��
�����������漰һ�N���ڟ���B�T�C�B�T�����������������͈A���������ھ��Q��ϵ�y��
�������g
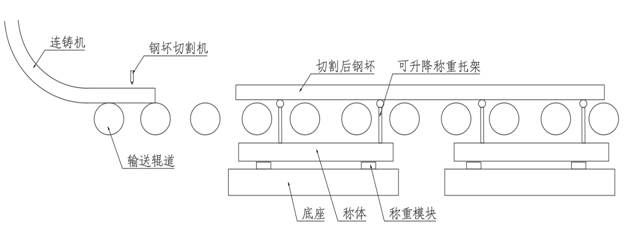
�B�T�C���������������͈A�������nj��ˮͨ�^�Y������ˮ�����s�����ˮ�T��������������������͈A������Ȼ��ͨ�^�����Ԅ��и�C�гɶ����L�ȣ�6m��9m��12m����
�B�T�����������������͈A�������طQ��ϵ�yλ�ڻ����Ԅ��и�C֮�����F�B�T�����������������͈A�����ھ��Q�ء�
�����B�T�^���У��ˮ�ض�׃�������ٲ�ͬ�ͽY����ĥ�p����ʹ�B�T�����������������͈A�������߽�؛��6m��9m��12m���������^���`�10 KG��20KG��������ԭ���B�T�����������������͈A�����������^���`�10 KG��20KG���ͽ���܈䓳ɲ��ʣ�0.5%��1%����
�l������
���������͵�Ŀ�����ڿ˷��������㣬�ṩ��һ�N�����B�T�����������������͈A������Ʒ���طQ��ϵ�y�����܈䓳ɲ��ʣ�0.5%��1%����
���������͵�Ŀ�����@�ӌ��F�ģ�
һ�N�����B�T�����������������͈A�������طQ��ϵ�y�������c�ǣ����B�T�����Ԅ��и�C֮���B�T�Cÿ������݁�����g�ھ����b�ԄӷQ��ϵ�y�����Q�ؔ������o�����Ԅ��и�Cϵ�y�Ԅ��������������F�B�T�����������������͈A�������ؽ�؛��
�c�F�м��g��ȣ����������͵�����Ч���ǣ�
����������һ�N�����B�T�����������������͈A�������طQ��ϵ�y���F���F�B�T�����������������͈A�������ؽ�؛�����܈䓳ɲ��ʣ�0.5%��1%����
���D�f����
����܈�ƾ���Ҫ����Ҫ�����ϵ������M�п��ơ����B�T�C�T����������������Փ����������M���и���ɷQ���b�Ì��и��������M�зQ�أ��Ɍ��H�����c��Փ�����M�бȌ����Mһ���_�J��ʼ�и�λ�õĜʴ_�ԣ���Q����Ʒ���ϵ�����������ՓҪ����������t�����^����Ӌ���Ĕ�����ݔ���и�������ģ�ͨ�^�������ā��{������и��^������ǰ�M�ķ����Ƅӣ��pС��Ʒ���ϵ��L�ȁ�������������Q����Ʒ���ϵ�����С����ՓҪ����������t�����^����Ӌ���Ĕ�����ݔ���и�������ģ�ͨ�^�������ā��{������и��^������ǰ�M�෴�ķ����Ƅӣ����ӳ�Ʒ���ϵ��L�ȁ�����������γ�һ���]�h���ơ�
�B�T�����и�D��
����Ҫ���
![]()
1�������������漰һ�N���ڟ���B�T�C�B�T�����������������͈A���������ھ��Q��ϵ�y��
2��������������������һ�N�����B�T�����������������͈A�������طQ��ϵ�y���F�B�T�����������������͈A�������ؽ�؛�����܈䓳ɲ��ʣ�0.5%��1%����

�������ұ�����O������˾© 2020 ������� �����A���͇�����c��Ϣ���I�ս��I�S���C����̖���KICP��20046813̖-1 ���g֧�֣��A������
